| 提高电厂除盐水箱喷涂聚脲涂层质量的研究 来源:涂料与涂装资讯网 作者:廖有为 曹树印 李健 周庆军 雷磊 夏亮 赵舒超 时间: 阅读次数: |
||||||
|
廖有为1、2,曹树印1,李健2,周庆军1,雷磊1,夏亮1,赵舒超1 (1.湖南湘江涂料集团有限公司,长沙410003;2.武汉材料保护研究所430030) 摘要:聚脲涂料在电厂除盐水箱上的应用具有广阔的前景。通过对聚脲配方进行设计、对底材进行有效处理提高聚脲涂层的附着力。根据以往的施工经验,对电厂除盐水箱喷涂聚脲涂层的施工总结出了完善的工艺。 关键词:聚脲涂料;除盐水箱;附着力;施工质量 中图分类号:TQ639文献标识码:A文章编号:1009-1696(2009) 0.引言 聚脲防腐涂料是在聚脲RIM技术上发展而来的一种无溶剂环保型新材料,它于20世纪80年代中期在美国研制成功,1991年在北美成功投入商业应用。2000年前后我国青岛海洋化工研究院、湖南湘江涂料集团有限公司、江苏化工研究所等单位先后投入到聚脲涂料的研发及应用中,经过这几年的试验、推广与应用,聚脲涂料涂层已被国内业界广泛接受。从分子结构上可以看出,聚脲涂料中的脲基呈现以C=O基团为中心的几何对称结构,且N―H的化学键能高,所以聚脲涂料的热稳定性、耐老化、耐化学介质、耐磨、耐腐蚀、耐水、防潮、防渗透等综合性能优异。而且聚脲涂料是一种接近100%固体分、一次成膜可达数毫米的厚浆型产品,所以聚脲涂料作为一种防腐涂层兼具涂料和衬里的双重效果。近年来,随着经济的快速发展,我国工业对电力的需求日益剧增。据国家发改委透露,仅2004年国家就投入1500亿元资金,在华北、华南、华东、华中等电力紧缺的地区投资兴建144座电厂,完成装机3670万kW,投资规模和装机总量均创世界之最。所以聚脲涂料作为火电厂除盐水箱的防腐涂层具有广阔的应用前景。电厂的除盐水箱一般都为钢制的圆形容器,其容积一般为
表1除盐水箱技术参数表
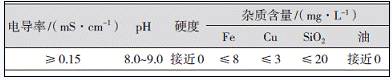
表2除盐水箱的水质要求 我公司的URS-501喷涂聚脲防腐涂料于2004年在福建华能可门电厂的除盐水箱成功地进行了施工应用,是国内聚脲应用在电厂的除盐水箱防腐方面最早的工程之一。 1.提高聚脲涂层附着力的探索与研究 聚脲涂料是继高固体分涂料、水性涂料、辐射固化涂料、粉末涂料等低污染涂料之后为适应环保要求而研发的一种新型无溶剂、无污染的“绿色”、“环境友好”的高科技产品,它在功能应用和施工效率方面有着许多优点,但由于该产品在数秒内凝胶固化、几分钟即可达到步行强度的特点,所以也对底材的湿润、与基材的附着力等方面带来新的问题。为能最大限度地发挥聚脲涂料的性能优势,提高聚脲产品的附着力,我公司始终在致力于这方面研究,本文从配方设计和底材的处理两方面进行探讨。 1.1聚脲涂料的配方设计 由于除盐水箱为圆形结构,有弧顶和侧面,这就要求聚脲涂料的凝胶时间不能过长、否则会产生流挂现象;但表干时间要略长,以增加对基材的湿润时间。我们通过一段时间的摸索和模拟现场施工,最后通过调整A组分中4,4‘-MDI和2,
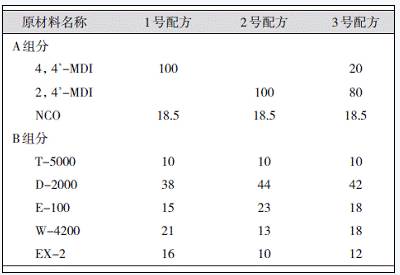
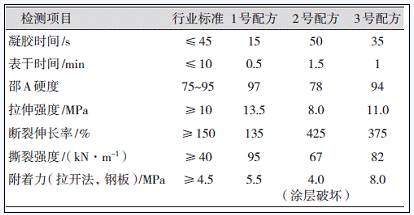
表3典型配方% 3个配方的产品的性能指标以及与喷涂聚脲防护材料的行业标准对比如表4所示。 从表4的对比数据可以看出:经过对2,4‘-MDI和位阻性扩链剂的含量进行调整后的3号配方,涂膜的凝胶时间和表干时间达到了一个动态平衡,涂膜与基材的附着力有很大提高。
表4产品的性能指标 1.2底材的处理 对基材为钢板的处理一般有2种方法:一是将底材喷砂处理至Sa2.5级(非常彻底的喷射或抛射除锈),增大底材与涂层的接触面积,从而提高附着力;二是在基材表面喷涂一层过渡底漆,在基材与涂层之间起到一个架桥作用来提高附着力。经大量实验,我们最终得出结论:在经过喷砂处理的钢板上喷涂1层环氧-聚氨酯底漆可以提高涂层与基材的附着力,但底漆的厚度不能过大。实验对比如表5所示。
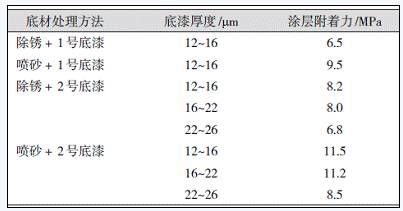
表5底材处理方式对附着力的影响 从表5的实验数据可知: (1)对底材进行喷砂处理后较喷砂处理前,聚脲涂层与基材的附着力有明显提高; (2)在经过喷砂处理的基材上喷涂1层环氧-聚氨酯底漆后,附着力有所改观。但底漆的最大厚度要控制在16μm以下,否则聚脲涂层的附着力比在喷砂钢板上的附着力还要低。 同时,从上面附着力的数据还可以看出:在底材表面喷涂环氧-聚氨酯底漆后,与在喷砂钢板上直接涂覆聚脲涂层相比,附着力提高的幅度不大,仅从8.2MPa提高到了9.6MPa。通过基材处理,能否找到进一步提高聚脲涂层附着力的方法是我们下一步实验的目标。通过实验发现,在底漆中加入适合的、适量的有机硅__偶联剂对提高聚脲涂层的附着力会有所帮助。 硅烷偶联剂是在同一个分子里含有两种反应性(无机和有机反应性)的硅基化学分子。通常的典型结构为:(RO)3SiCH2CH2CH2-X,这里RO是指可水解基团,如甲氧基、乙氧基或乙酰氧基,X是有机官能基团,如氨基、甲基丙烯酰氧基、环氧基等。硅烷偶联剂能在无机材料(如玻璃、金属或矿物)和有机材料(如有机聚合物、涂料或粘合剂)的界面起作用,结合或偶联两种截然不同的材料。 根据环氧-聚氨酯底漆和聚脲涂料反应体系,我们通过用硅烷偶联剂进行复配的方法,即在底漆中加入2种兼容的、与涂料反应性相匹配的硅烷偶联剂,把底材、底漆和聚脲涂层通过硅烷偶联剂有机地结合起来。使用该方法可以进一步提高体系的附着力,附着力检测数据如表6所示。 表6硅烷偶联剂对附着力的影响
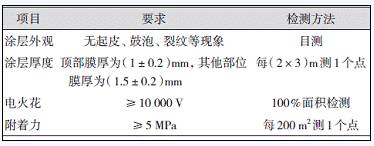
表6硅烷偶联剂对附着力的影响 注:1号底漆为环氧-聚氨酯底漆;2号底漆为加入复配硅烷偶联剂的环氧-聚氨酯底漆,底材经过喷砂处理的级别达到Sa2.5级。 从表6的实验结果可以看出: (1)在喷涂相同厚度底漆的前提下,经过喷砂处理的底材比只经过除锈处理的底材与聚脲涂层的附着力明显要高; (2)经过喷砂处理的底材喷涂了加入复配硅烷偶联剂的环氧-聚氨酯底漆后,附着力明显提高。而且底漆的有效厚度可以高达22μm,这为现场施工控制底漆的厚度提高了可操作性。 2.提高电厂除盐水箱喷涂聚脲涂层施工质量的方法探索 涂料行业中有句俗话为“三分油漆、七分施工”,而喷涂聚脲涂料作为一种快速反应的功能型材料对施工的要求就更加严格。为了能更好地总结施工工艺,我们先了解一下设计单位和电厂对聚脲涂层的要求,如表7所示。
表7电厂对聚脲涂层的要求 为使聚脲涂层达到设计的要求,我们在电厂除盐水箱几次施工的基础上总结出了以下几点。 2.1底材前处理 (1)底材喷砂除锈至Sa2.5级,焊缝、焊渣等尖锐突出物需进行打磨,缺陷部位需用腻子凿平,确保底材干燥,清洁,并能平滑过渡。 (2)底材在喷砂8h内要施工环氧-聚氨酯底漆,底漆厚度要控制在22μm内。对底漆采用划格法检验,达到1级,则可判断为完全干透。若底漆没有完全干透,就进行聚脲施工,聚脲涂层肯定会出现锈斑、从而影响附着力,更严重的会出现鼓泡现象。 2.2聚脲施工前期准备 采用双排架,层高1.8~ 由于聚脲施工的喷枪雾化好、射程远,在对工作面(层高与喷涂架一样,都为1.8~ 2.3喷涂设备的调试和材料的准备 (1)喷涂前检查A、B两料液压并记录;若液压相差300psi以上则必须卸压放料后再重新开机。 (2)喷涂前确认料温和管温(一般设定为 (3)黑白两种颜色的料桶(即A、B两组分)必须严格分开。凡是接触过黑色料(A料)的部件不可再接触白色料(B料)。否则喷涂设备会彻底报废。 (4)当环境温度低于 2.4施工时喷枪的操作 若顶部有网状加强筋支架等部分则无法保证电火花检测无漏点,建议在合同中注明该部分不进行电火花检测或采取其它的防腐方法。若顶部仅有焊缝,则可保证电火花检测无漏点,喷涂时应先从左右两边对焊缝进行点喷(扣一枪,对焊缝点一下,直至将焊缝点喷至用肉眼观测无漏点),点喷时枪口与点喷处距离应控制在 平行层板面焊缝必须从下方对焊缝进行点喷,垂直层板面焊缝必须从左右两边对焊缝进行点喷。将要喷涂范围内的焊缝点喷后再进行喷涂。喷涂4道,厚度为 应先对底部与侧壁连接焊缝及底部的焊缝进行点喷,然后再一块块(以焊缝为界)进行喷涂,喷涂3道厚度为 2.5检测和补喷 聚脲涂层表干后即可进行厚度和电火花检测,漏点和厚度不足部位则进行标记,并对漏点处存在的颗粒物进行清除。对于漏点采用点喷进行补漏,点喷后可用肉眼观察是否已经补好,厚度不足部位则扫喷。上述施工的各个环节缺一不可,否则将会影响施工效率和施工质量。 3.结语 喷涂聚脲技术在我国的研究和应用成功,无疑将带动我国新型涂层材料和涂装技术的迅速发展,而聚脲涂料在电厂除盐水箱上的成功应用,必将提高我国电力事业的整体水平。希望致力于聚脲涂料开发的单位和同仁们一起来研究聚脲的应用和施工,将我国的高性能施工技术推上一个新台阶。
|